



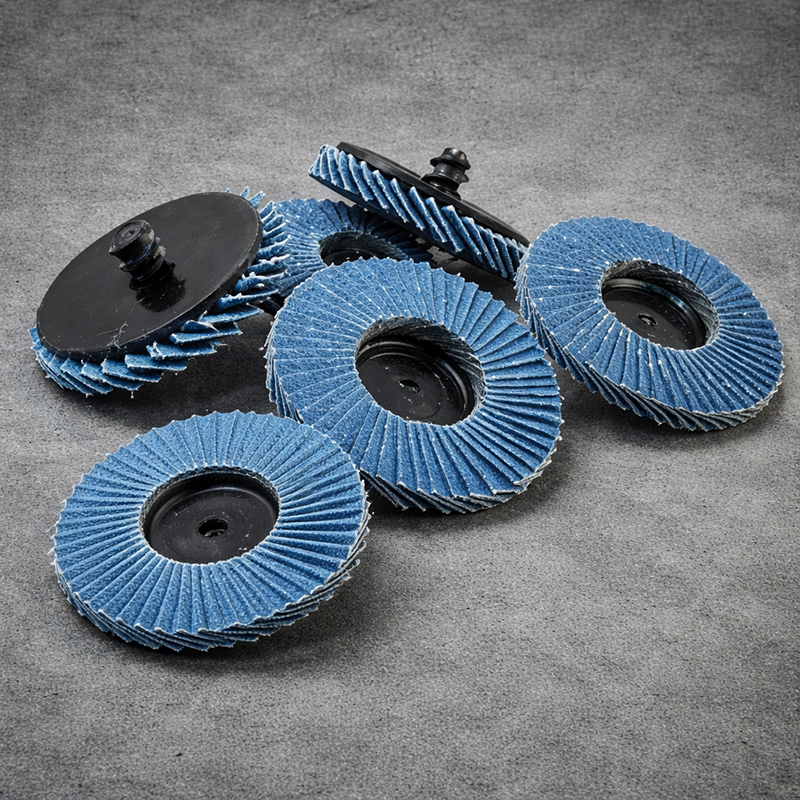

Мини-лепестковые круги сочетают компактную основу и многослойные абразивные лепестки.Они сохраняют преимущества лепестковых кругов — непрерывный съём и плавный блендинг — при этом улучшают управляемость:
Мини-лепестковые круги предназначены для точной шлифовки и блендинга в ограниченном пространстве и дополняют стандартные круги 4″–5″ для детальных операций.
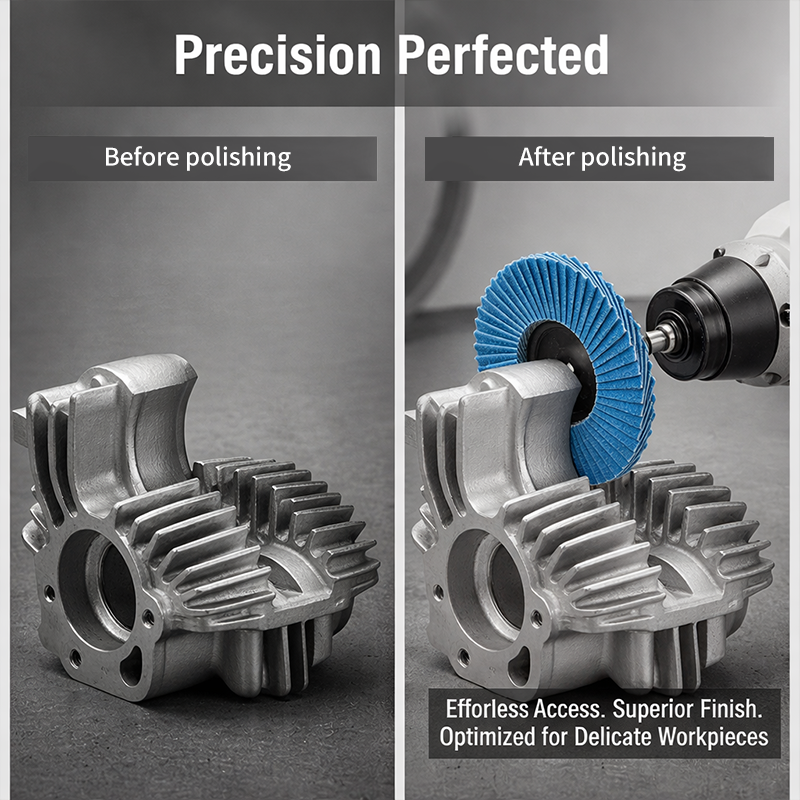
Для внутренних углов, узких кромок, зон вокруг отверстий и точек сварки, где стандартный круг не проходит или может повредить прилегающую поверхность, мини-лепестковый круг даёт более точный съём и блендинг за счёт меньшего «пятна» контакта.
—————————————————————————————————————————————————————————————————————————————————————————-
|
Параметр |
Спецификация |
| Тип продукта |
Мини-лепестковые круги |
|
Абразив |
Варианты абразива: AO / zirconia / ceramic |
| Наружный диаметр |
2″ / 3″ (возможно расширение линейки) |
|
Форма |
Тип 27 (наиболее распространённый) |
| Крепление |
Посадочное отверстие / резьба (опционально) |
|
Диапазон зернистости |
P36 – P150 |
| Опорная тарелка (основание) |
Основа: стеклопластик/металл (по запросу) |
|
Макс. об/мин (Max RPM) |
Маркировка по размеру и стандарту |
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
Чрезмерный прижим или задержка на месте всё равно могут вызвать перегрев/следы или задиры — техника важна
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
|
Сравнение |
Мини лепестковые круги | Стандартные лепестковые круги (4″–5″) |
| Доступность | ★★★★★ |
★★★ |
|
Контроль деталей |
★★★★★ | ★★★★ |
| Производительность на большой площади | ★★ |
★★★★★ |
|
Риск повредить прилегающую поверхность |
Низкая | Средний |
| Типичное применение | Углы, кромки, локальные зоны | Универсальное шлифование и блендинг |
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
OEM/ODM: диаметр и системы посадки/резьбы, абразивные системы, количество лепестков и угол укладки, материал/толщина основы, private label и упаковка, а также наборы для участков детальной обработки и aftermarket-каналов.
—————————————————————————————————————————————————————————————————————————————————————————-
Стабильность мини-кругов сильно зависит от конструкции: жёсткость основы при малом диаметре, равномерность укладки лепестков и система связки определяют «ощущение реза» и разброс ресурса. Мы контролируем конструкцию и процесс, обеспечивая стабильность партий и повторяемый результат в детальных задачах.
—————————————————————————————————————————————————————————————————————————————————————————-