
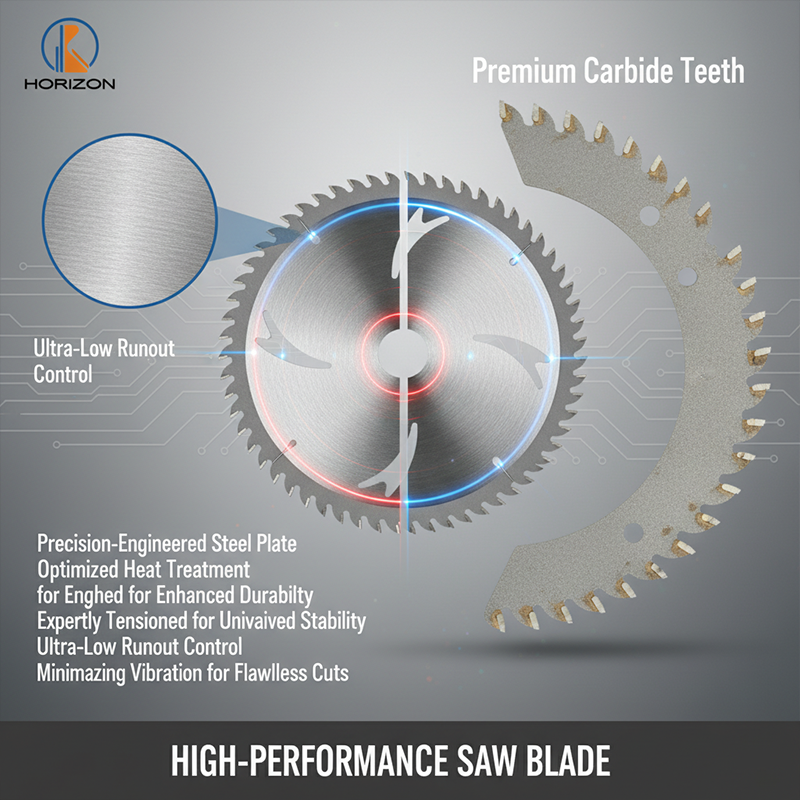

Blade performance is driven by three engineering layers:
That’s why blades with identical diameter/tooth count can behave very differently—the real gap is stability and consistency.
Wood cutting blades (TCT) are key cutting tools that convert variability—from material, machine, and operator—into controlled, repeatable results. For procurement and process owners, blades are not just consumables; they influence takt time, rework rate, yield, and operator experience (noise/dust).
This series targets common wood materials (solid wood, plywood, finger-joint boards, soft/hard woods) with priorities on clean cuts, reduced chipping/burrs/burn marks, and longer sharpening intervals.
————————————————————————————————————————————————————————————————————————————————————
|
Спецификация |
Notes |
| Диаметр |
110–450 mm typical (depending on equipment platform) |
|
Bore/Arbor |
20 / 22.23 / 25.4 / 30 mm (bushings available) |
| Tooth Count |
18T–120T (application dependent) |
|
Tooth Geometry |
ATB / FTG / Combo (TCG available for sheet goods) |
| Hook Angle |
Low / Mid / High (affects feed rate and pull tendency) |
|
Kerf |
Thin Kerf / Standard Kerf (balances power vs. stability) |
| Plate Thickness |
Interlinked with kerf (trade-off between stability & energy) |
|
Runout |
Lower is better for cut quality and tool life (Critical QC item) |
| Noise & Vibration |
Laser-cut silencing slots / Expansion slots (Optional) |
|
Макс. об/мин (Max RPM) |
Rated by diameter and design (Must match equipment) |
————————————————————————————————————————————————————————————————————————————————————
————————————————————————————————————————————————————————————————————————————————————
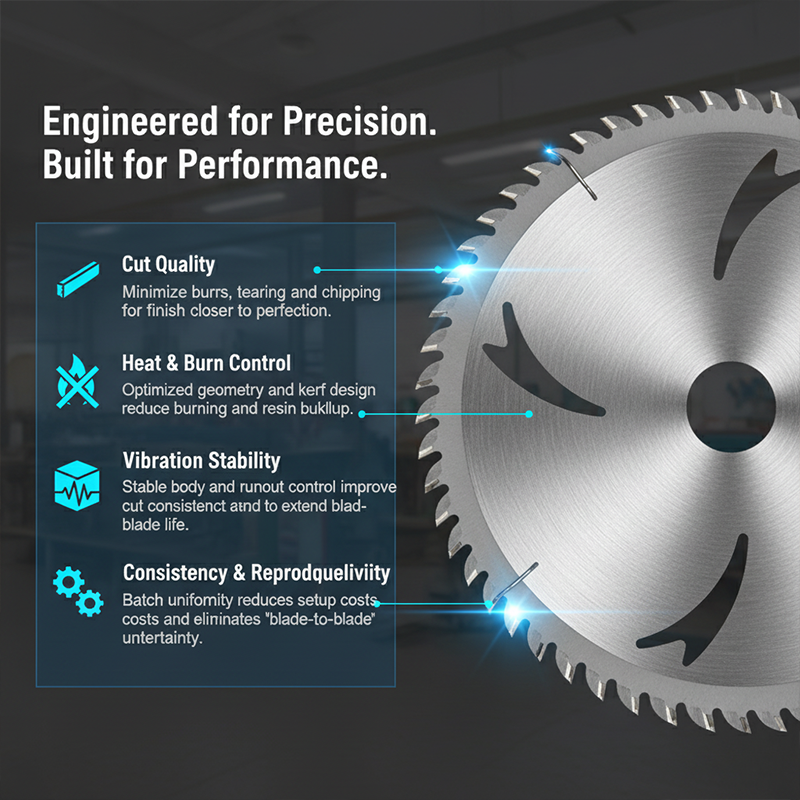
Wood cutting trades off throughput vs heat/tear-out risk. Fine finishing uses higher tooth count but changes load and noise behavior. Engineering control comes from:
————————————————————————————————————————————————————————————————————————————————————
————————————————————————————————————————————————————————————————————————————————————
Wrong geometry/tooth count often looks like “material issues” but is a tool-match problem
Thin kerf reduces power demand but needs stable setups; standard kerf is more forgiving with higher cutting resistance.
————————————————————————————————————————————————————————————————————————————————————
————————————————————————————————————————————————————————————————————————————————————
————————————————————————————————————————————————————————————————————————————————————
OEM/ODM:
Diameter, bore, tooth count, geometry, hook angle, kerf, plate thickness, noise-control slots/plugs, coatings (if required), printing/private label packaging, barcodes and assortment kits.
————————————————————————————————————————————————————————————————————————————————————
We focus on assortments and repeatability: practical selection rules reduce mismatch/returns, while consistent batches and reliable delivery reduce setup and complaint costs. Saw blades can also complement your abrasives portfolio to support a one-stop “cut + finish” offering.
————————————————————————————————————————————————————————————————————————————————————