



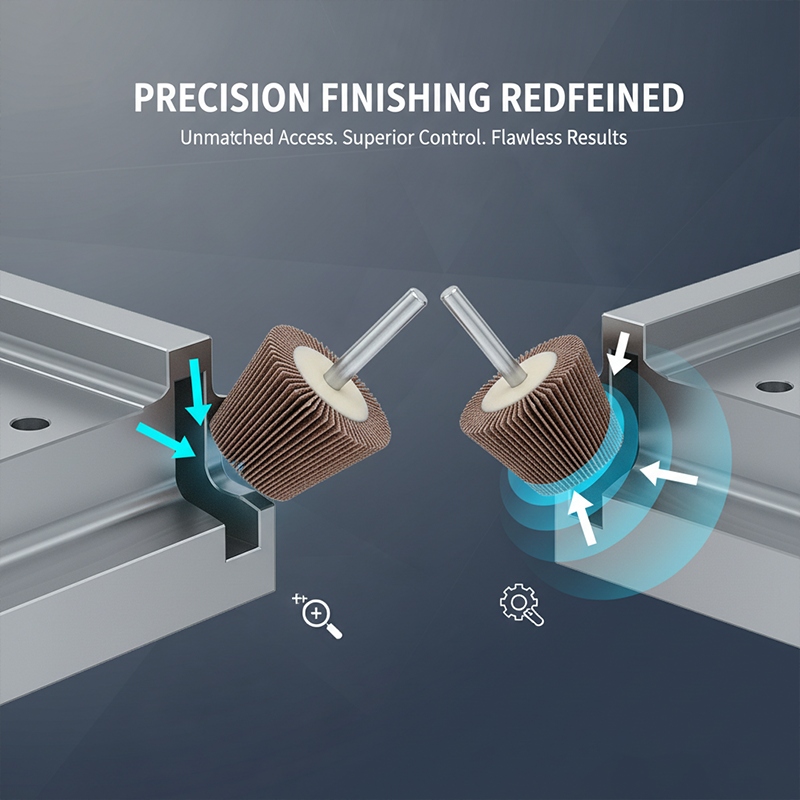
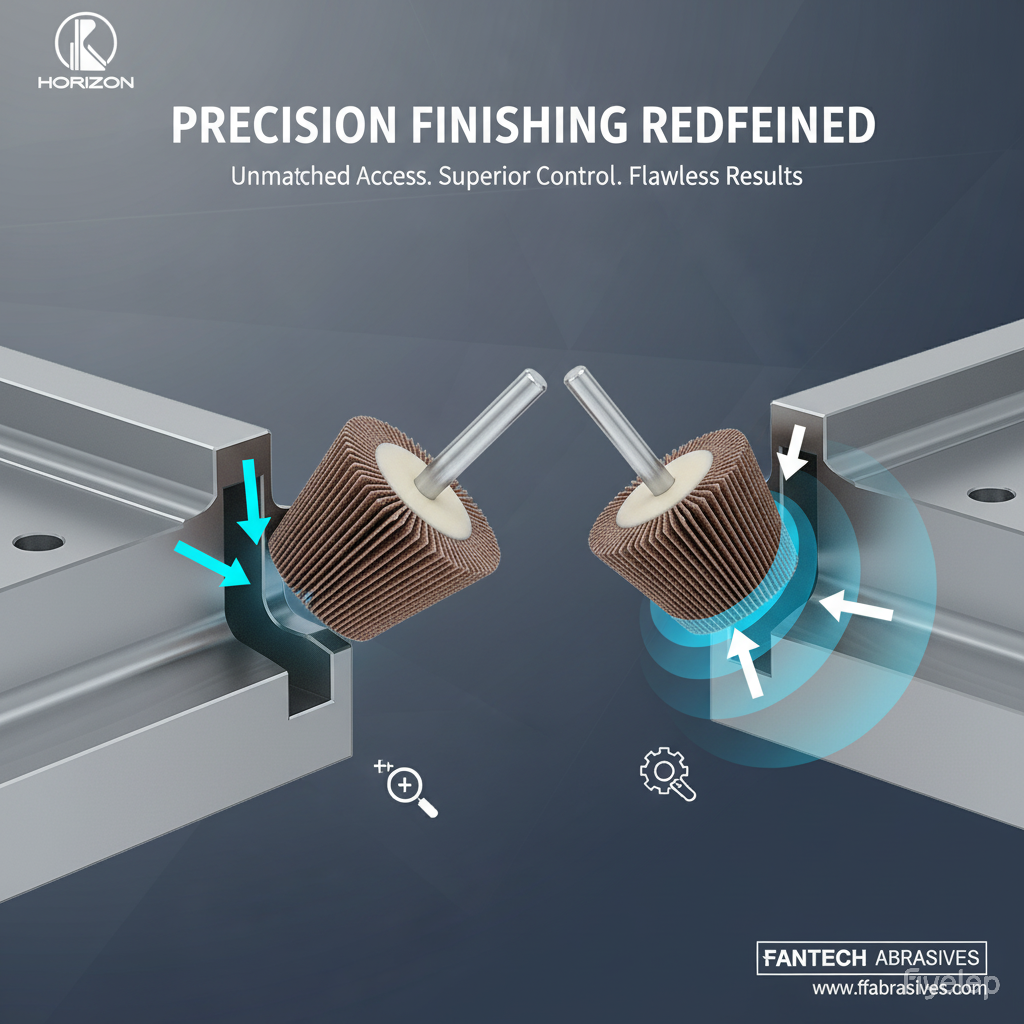
Конические лепестковые круги имеют радиальные абразивные лепестки на коническом (сужающемся) корпусе.Такая геометрия обеспечивает:
Поэтому они широко применяются там, где важны обработка углов и стабильный внешний вид.
Конические лепестковые круги позиционируются как финишный инструмент для профилей и углов.По сравнению с цилиндрическими кругами они лучше достают внутренние углы, наклонные поверхности и кромки профиля, а распределение давления получается более управляемым.
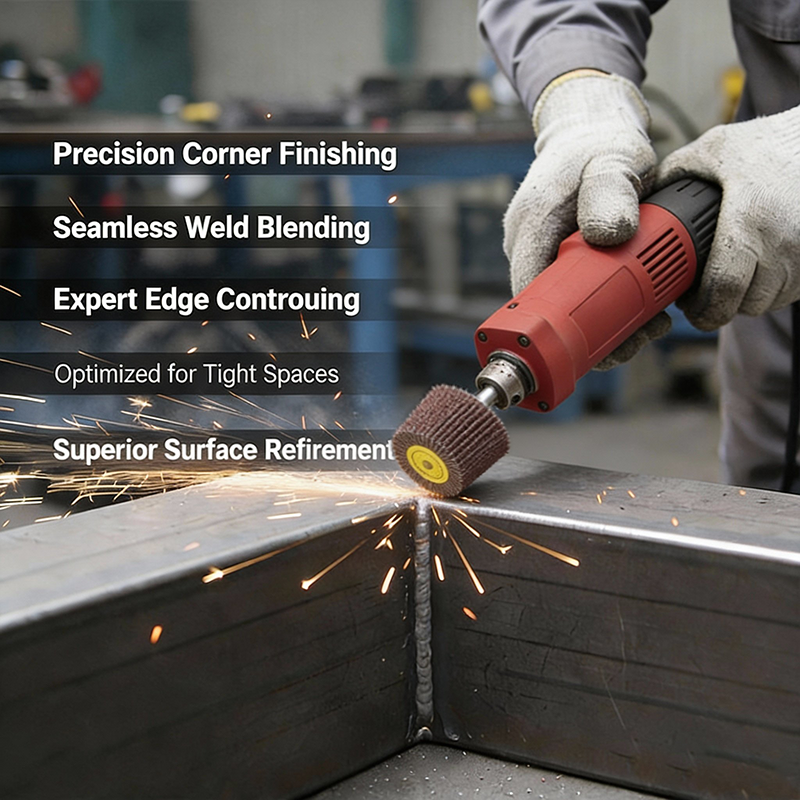
Идеальны для блендинга сварных швов, правки профиля, «сатинирования» кромок и выравнивания текстуры на профильных поверхностях — особенно когда критична обработка углов.
————————————————————————————————————————————————————————————————————————————————————
|
Параметр |
Спецификация |
| Тип продукта |
Конические лепестковые круги |
|
Абразив |
Варианты абразива: AO / zirconia / ceramic |
| Конструкция |
Радиальная лепестковая конструкция (коническая) |
|
Наружный диаметр |
Наружный диаметр 1,25″–12″ (30–300 мм) (возможно расширение) |
| Ширина |
Ширина 3/8″–8″ (10–200 мм) (возможно расширение) |
|
Посадочное отверстие |
Посадочное отверстие 1/4″–2″ (на заказ) |
| Диапазон зернистости |
P60–P240 (возможно расширение) |
|
Макс. об/мин (Max RPM) |
Маркировка по размеру и стандарту |
————————————————————————————————————————————————————————————————————————————————————
При обработке углов часто возникает нестабильный контакт, что приводит к задиркам, глубокой риске или «пересъёму».Конические круги стабилизируют процесс за счёт геометрии:
————————————————————————————————————————————————————————————————————————————————————
В зоне носика локальное давление выше: избыточный прижим или задержка увеличивают риск перегрева и неравномерного износа
————————————————————————————————————————————————————————————————————————————————————
————————————————————————————————————————————————————————————————————————————————————
|
Сравнение |
Конические лепестковые круги | Цилиндрические лепестковые круги |
| Доступ к углам/профилям | ★★★★★ |
★★★ |
|
Контроль по наклонным поверхностям |
★★★★★ | ★★★★ |
| Эффективность на больших плоскостях | ★★★ |
★★★★★ |
|
Стабильность риски |
Отличный | Отличный |
| «Прощаемость» (устойчивость к ошибкам техники) | Средний–высокий |
Высокая |
|
Типичное применение |
углы/профили |
плоскости/наружные диаметры — непрерывный финиш |
————————————————————————————————————————————————————————————————————————————————————
————————————————————————————————————————————————————————————————————————————————————
————————————————————————————————————————————————————————————————————————————————————
OEM/ODM: геометрия конуса (угол/размер носика), стандарты OD/ширины/посадки, плотность и жёсткость лепестков, абразивная система, материал сердечника и класс балансировки, private label/упаковка — инженерно под требования профильной и угловой доводки.
————————————————————————————————————————————————————————————————————————————————————
Для стабильного результата в углах нужны три контроля: постоянство геометрии конуса, динамическая балансировка и стабильная укладка/связка лепестков.Геометрия и балансировка задают вибрации и направление риски; укладка и связка определяют кривую износа.Мы обеспечиваем стабильность партий, чтобы профильная доводка была воспроизводимой.
————————————————————————————————————————————————————————————————————————————————————