




Лепестковые круги на оправке состоят из множества лепестков абразивной ткани, закреплённых вокруг сердечника, и приводятся во вращение металлической оправкой, зажатой в патроне/цанге.Лепестки изнашиваются постепенно, обеспечивая непрерывный съём и более плавный блендинг — особенно эффективно на малых диаметрах.
Отлично подходят для контролируемой доводки внутренних поверхностей и кромок, улучшая финиш без заметного изменения размеров детали.
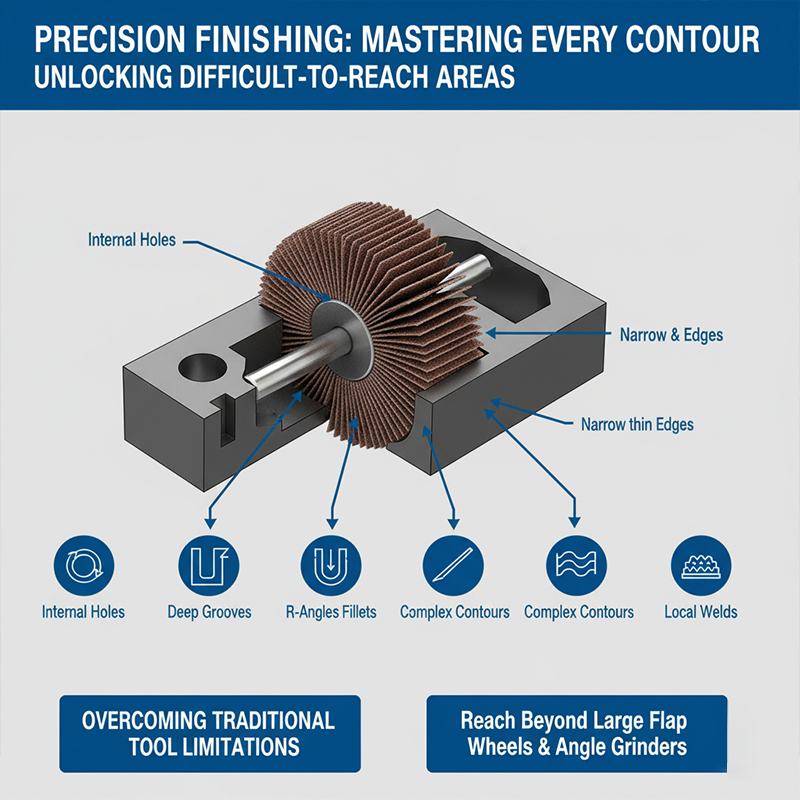
Лепестковые круги на оправке позиционируются как прецизионные абразивы для прямых шлифмашин, пневмоинструмента и дрелей — для зон, куда УШМ не добирается: внутренние отверстия, пазы, радиусы, узкие кромки, сложные контуры и локальные сварные точки/участки.
Их ключевая ценность — доступность и контроль: идеально для снятия заусенцев, снятия фаски, локальной правки и блендинга внутренних поверхностей.
—————————————————————————————————————————————————————————————————————————————————————————-
|
Параметр |
Спецификация |
|
Тип продукта |
Лепестковые круги на оправке |
|
Абразив |
Варианты абразива: AO / zirconia / ceramic |
|
Диаметр |
Диаметр 3/8″–3″ (10–80 мм) (возможно расширение) |
| Ширина |
Ширина 3/8″–2″ (10–50 мм) (возможно расширение) |
| Диаметр оправки |
3 мм / 6 мм / 1/4″ (опционально) |
| Диапазон зернистости |
P40–P180 (возможно расширение) |
|
Конструкция |
Слоистые лепестки из абразивной ткани |
| Макс. об/мин (Max RPM) |
Маркировка по размеру и стандарту |
—————————————————————————————————————————————————————————————————————————————————————————-
Поэтому они идеальны для финальной стадии: зачистка кромок, отверстий и внутренних поверхностей для равномерного результата.
—————————————————————————————————————————————————————————————————————————————————————————-
Малый диаметр более чувствителен: чрезмерный прижим или задержка на месте могут вызвать перегрев, прижоги или размерные ошибки
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
|
Сравнение |
Лепестковые круги на хвостовике | Шлифовальные головки на оправке | Нетканые круги на оправке |
| Способность к съёму материала | Средний | Высокая |
Низкая |
|
Блендинг/финиш |
Отличный | Среднее (есть риск задиров/выгрызания) | Отличный |
| Влияние на размеры | Низкий–средний | Средний–высокий |
Очень низкое |
|
Лучшие зоны применения |
Отверстия/кромки/контуры | Тяжёлое точечное шлифование | Доводка/текстура |
| «Прощаемость» (устойчивость к ошибкам техники) | Средний–высокий | Низкая |
Высокая |
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
OEM/ODM: диаметр/ширина круга, стандарты оправки, абразивные системы, плотность лепестков и угол укладки, материал/жёсткость сердечника, private label/упаковка, наборы — инженерно под внутренние процессы и стандарты цанг/патронов.
—————————————————————————————————————————————————————————————————————————————————————————-
Стабильные круги на оправке требуют контроля соосности, равномерной укладки лепестков и надёжной системы связки — особенно на малых диаметрах.Соосность влияет на вибрации и характер риски; укладка и связка определяют «ощущение реза» и разброс ресурса.Мы проектируем под стабильность партий, чтобы внутренняя доводка была воспроизводимой.
—————————————————————————————————————————————————————————————————————————————————————————-