




Mounted flap wheels feature multiple coated abrasive flaps bonded around a core, driven by a metal shank held in a chuck/collet. Flaps wear progressively, enabling continuous cutting with smoother blending—especially effective at small diameters.
They are excellent for controlled dressing of internal surfaces and edges, improving finish without significantly changing part dimensions.
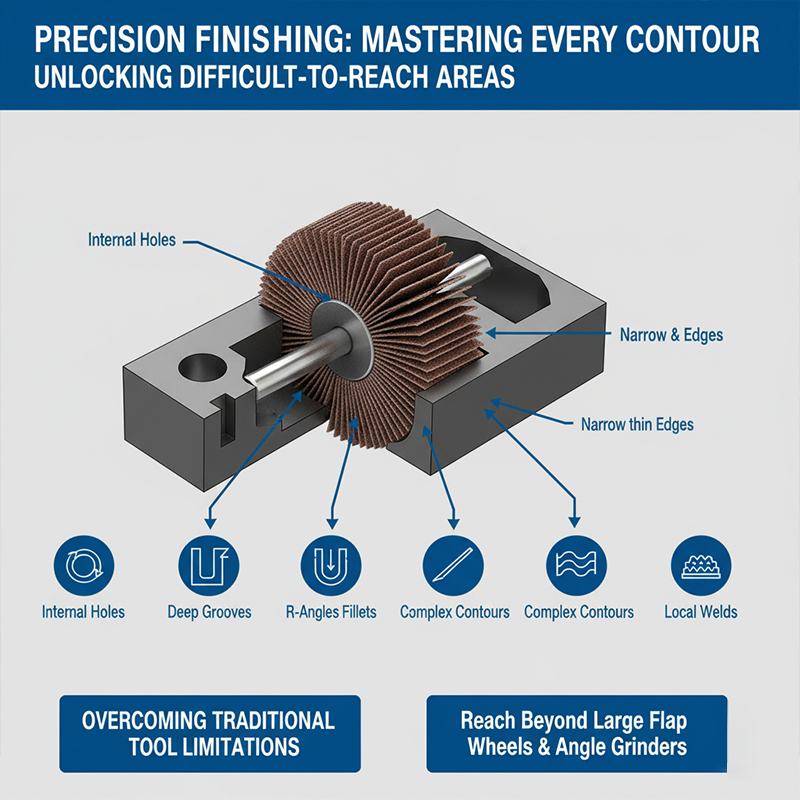
Mounted flap wheels are positioned as precision abrasives for die grinders, air tools, and drills, targeting areas that angle grinders cannot reach: internal holes, slots, radii, narrow edges, complex contours, and localized welds.
Their value is accessibility and control—ideal for deburring, chamfering, spot dressing, and internal surface blending.
—————————————————————————————————————————————————————————————————————————————————————————-
|
Item |
Specification |
|
Product Type |
Mounted flap wheels |
|
Abrasive |
AO / Zirconia / Ceramic options |
|
Diameter |
3/8″–3″ (10–80 mm)(extendable) |
| Width |
3/8″–2″ (10–50 mm)(extendable) |
| Shank Diameter |
3mm / 6mm / 1/4″ (optional) |
| Grit Range |
P40 – P180 (extendable) |
|
Construction |
Layered coated cloth flaps |
| Max RPM |
Marked per size & standard |
—————————————————————————————————————————————————————————————————————————————————————————-
Making them ideal for the final stage—cleaning edges, holes, and internal surfaces for uniform results.
—————————————————————————————————————————————————————————————————————————————————————————-
Small diameter is more sensitive—excess pressure or dwelling can cause overheating, burn marks, or dimensional errors
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
|
Comparison |
Mounted Flap Wheels | Mounted Grinding Points | Nonwoven Mounted Wheels |
| Stock removal | Medium | High |
Low |
|
Blending/finish |
Excellent | Average (gouging risk) | Excellent |
| Dimensional impact | Low–Medium | Medium–High |
Very low |
|
Best areas |
holes/edges/contours | heavy spot grinding | conditioning/texture |
| Forgiveness | Medium–High | Low |
High |
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
OEM/ODM supported: wheel diameter/width, shank standards, abrasive systems, flap density & layup angle, core material/hardness, private label/packaging, and kit programs—engineered for internal finishing processes and collet/chuck standards.
—————————————————————————————————————————————————————————————————————————————————————————-
Stable mounted flap wheels require concentricity control, uniform flap layup, and a reliable bonding system—especially at small diameters. Concentricity affects vibration and scratch patterns; layup and bonding determine cutting feel and life variation. We engineer for batch stability to make internal finishing repeatable.
—————————————————————————————————————————————————————————————————————————————————————————-