

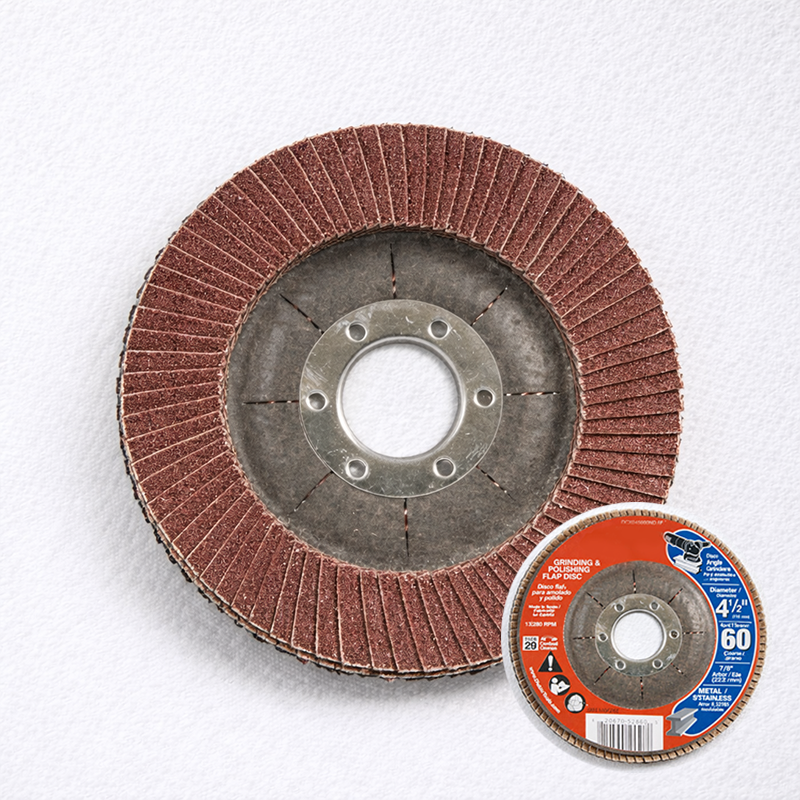



Metal backing flap discs consist of layered coated-abrasive flaps bonded to a metal backing plate (often steel/alloy). The metal backing brings:
Metal backing flap discs are positioned for heavy stock removal and edge/corner work on angle grinders. When you need higher rigidity, more stable grinding angles, and stronger impact resistance (e.g., fast weld removal, chamfering, edge dressing), metal backing delivers a firmer grinding feel and stronger structural support than fiberglass backing.
—————————————————————————————————————————————————————————————————————————————————————————-
|
Item |
Specification |
| Product Type |
Metal backing flap discs |
|
Abrasive |
AO / Zirconia / Ceramic options |
|
Shape |
Type 27 (Flat) / Type 29 (Conical) |
|
Outer Diameter |
4″ / 4.5″ / 5″ / 7″ |
|
Mounting Type |
Arbor hole / Threaded hub (5/8″-11, M14) |
| Grit Range |
P36 – P120 (extendable) |
| Backing Plate |
Metal backing (High-strength steel/alloy) |
| Max RPM |
Marked per size & industrial standards |
—————————————————————————————————————————————————————————————————————————————————————————-
Metal backing discs favor a working mode of steady angle + sustained pressure:
—————————————————————————————————————————————————————————————————————————————————————————-
rigidity, impact tolerance, and superior edge stability.
metal backing is not “forgiving”—excess pressure or dwelling can still overheat/discolor or gouge the surface; requires more controlled technique than fiberglass backing.
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
|
Comparison |
Metal Backing | Fiberglass Backing |
| Rigidity & angle stability | ★★★★★ |
★★★★ |
|
Edge/chamfer efficiency |
★★★★★ | ★★★★ |
| Impact tolerance | ★★★★★ |
★★★★ |
|
Blending friendliness |
★★★ | ★★★★★ |
| Comfort/vibration feel | Medium |
More forgiving |
|
Typical choice |
Heavy grinding & edges |
Blending & general use |
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
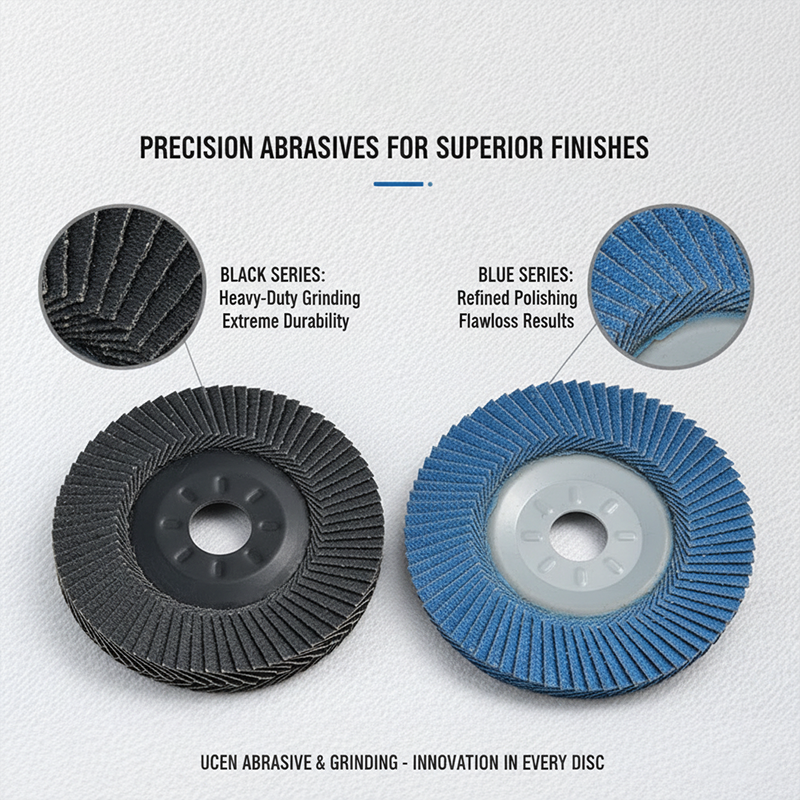
OEM/ODM supported: diameter and arbor/thread systems (market-based), Type 27/29, abrasive systems (AO/ZA/Ceramic), flap count & layup angle, backing thickness/profile, private label & packaging, and carton programs.
—————————————————————————————————————————————————————————————————————————————————————————-
For metal backing flap discs, stability is not just about abrasive grain—backing rigidity, flap layup angle, and bonding system determine cutting force, heat behavior, and life consistency. We control structure and process for batch reliability, delivering predictable productivity and feel in continuous operation.