


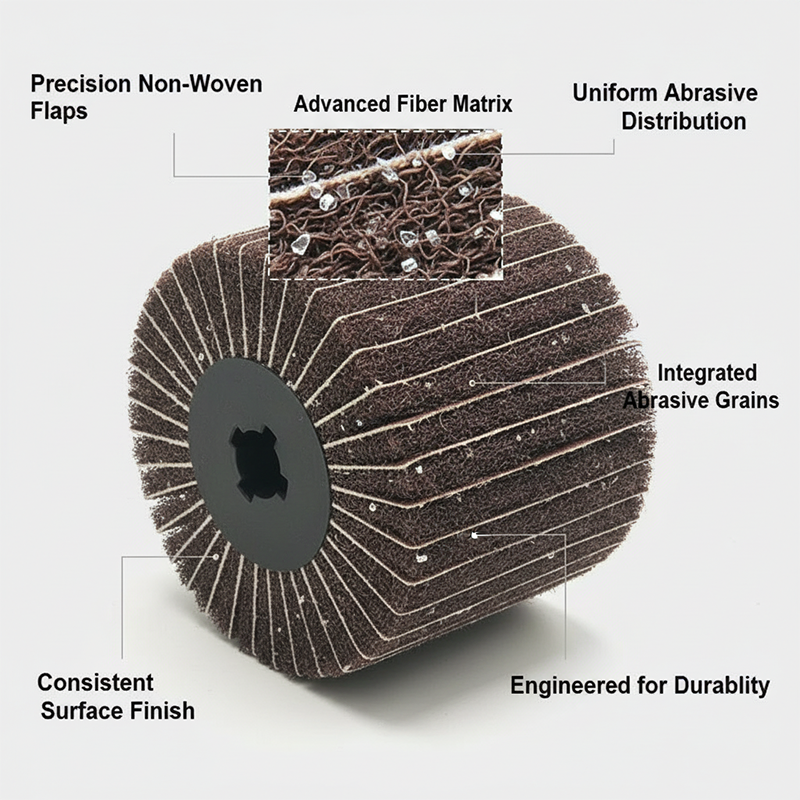
These wheels use interleaved nonwoven flaps (with abrasive-impregnated/coated grades). The open nonwoven structure provides compliant contact, resulting in:
The interleaved build maintains flexibility while ensuring stable continuous contact.
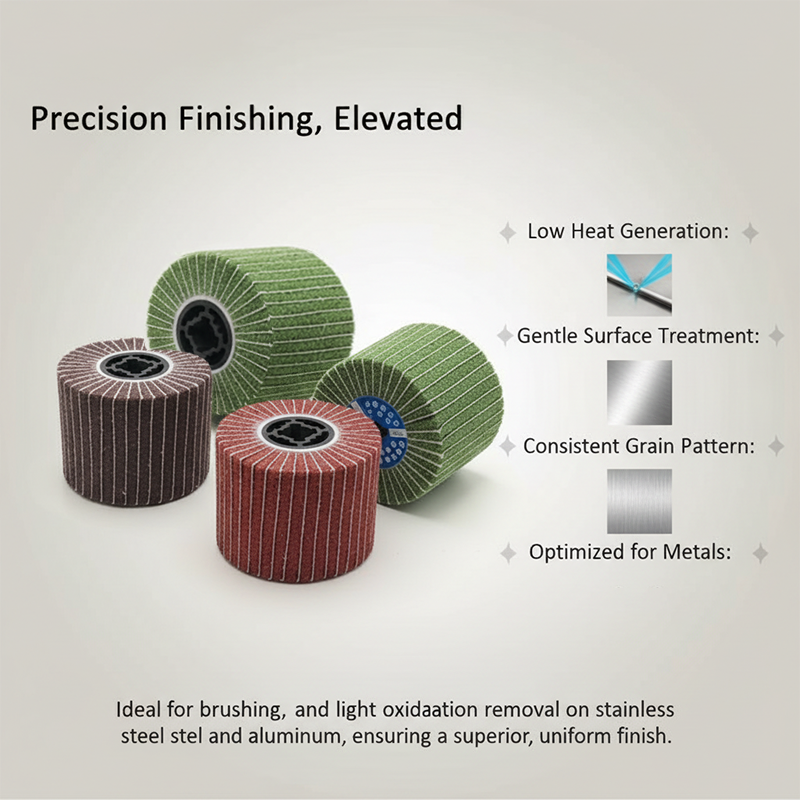
Interleaved nonwoven flap wheels are positioned as surface conditioning and texture-forming tools, prioritizing low heat, low gouging risk, and consistent scratch patterns for cosmetic finishing on stainless steel, aluminum, and decorative parts.
They are not designed for maximum stock removal, but for repeatable surface aesthetics—essential consumables for finishing stations and appearance-critical workflows.
—————————————————————————————————————————————————————————————————————————————————————————-
|
Item |
Specification |
| Product Type |
Interleaved nonwoven flap wheels |
|
Material |
Nonwoven (Abrasive-impregnated/Coated) |
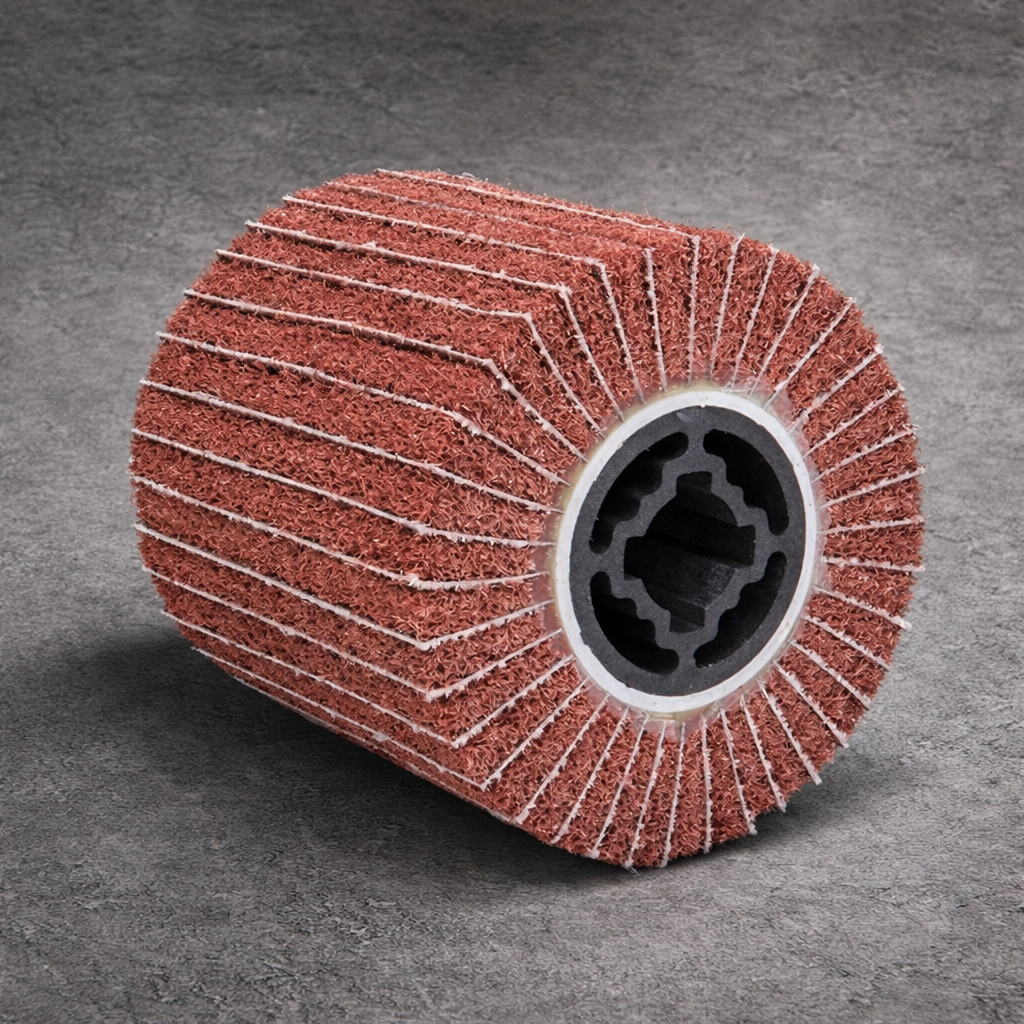
| Construction |
Interleaved flap construction |
|
Outer Diameter |
1.25″–12″ (30–300 mm)(Extendable) |
| Width |
3/8″–8″ (10–200 mm)(Extendable) |
|
Arbor Hole |
1/4″–2″ (Customizable) |
| Grade |
Coarse/Medium/Fine (C / M / F)(Extendable) |
|
Max RPM |
Marked per size & Standard |
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
|
Comparison |
Interleaved Nonwoven Wheels | Standard Flap Discs | Nonwoven Conditioning Discs |
| Stock removal | Low–Medium | High |
Low |
|
Texture consistency |
Excellent | Medium–Good | Excellent |
| Heat/discoloration risk | Low | Medium |
Low |
|
Gouging risk |
Low | Medium | Low |
| Typical use | brushing/blending | removal/welds |
conditioning/cleaning |
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
—————————————————————————————————————————————————————————————————————————————————————————-
OEM/ODM supported: nonwoven density/grade, abrasive impregnation system, OD/width/bore, interleaving ratio and hardness, core material and balance grade, private labeling/packaging and kit programs—engineered for target texture (direction, coarseness, gloss) and material type.
—————————————————————————————————————————————————————————————————————————————————————————-
Cosmetic parts demand batch consistency: nonwoven density, grade stability, and wheel balance determine texture uniformity, heat behavior, and stripe variation risk. We control materials and structure for repeatable appearance finishing.
—————————————————————————————————————————————————————————————————————————————————————————-
Use medium to low pressure with stable speed and continuous movement to avoid compressing the nonwoven and creating uneven texture
For stainless cosmetic work: remove weld/burrs first with flap discs/belts, then use nonwoven wheels for blending/brushing
Store dry and shaded; moisture can affect nonwoven resilience and grade stability; reseal after opening