




Product Overview
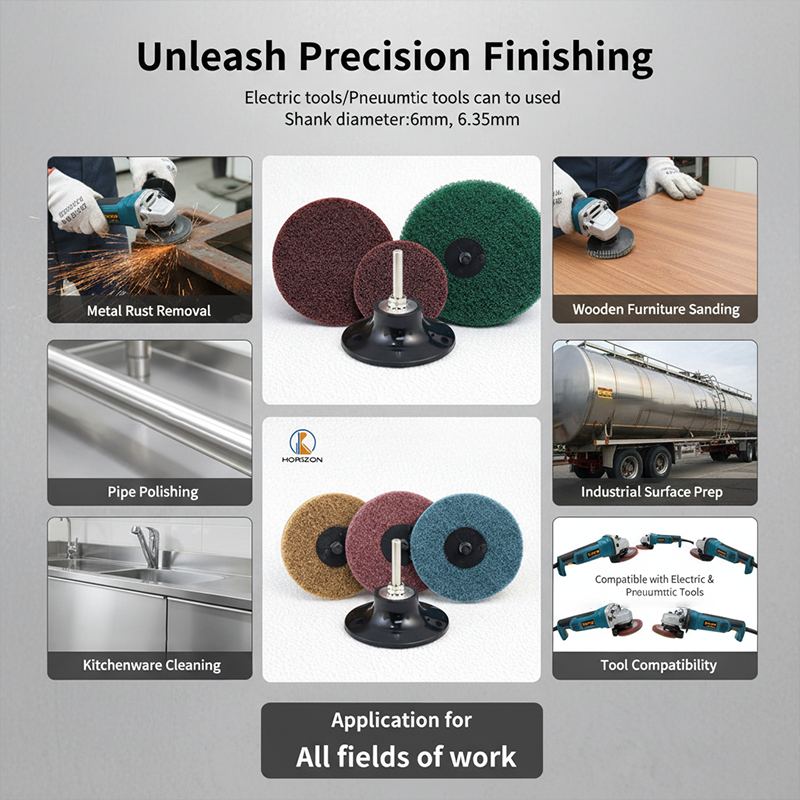
Nonwoven sanding discs use an open-web nonwoven structure with abrasive impregnation/coating grades (commonly AO or silicon carbide), mounted as discs on sanders/polishers/conditioning machines.
The open structure enables:
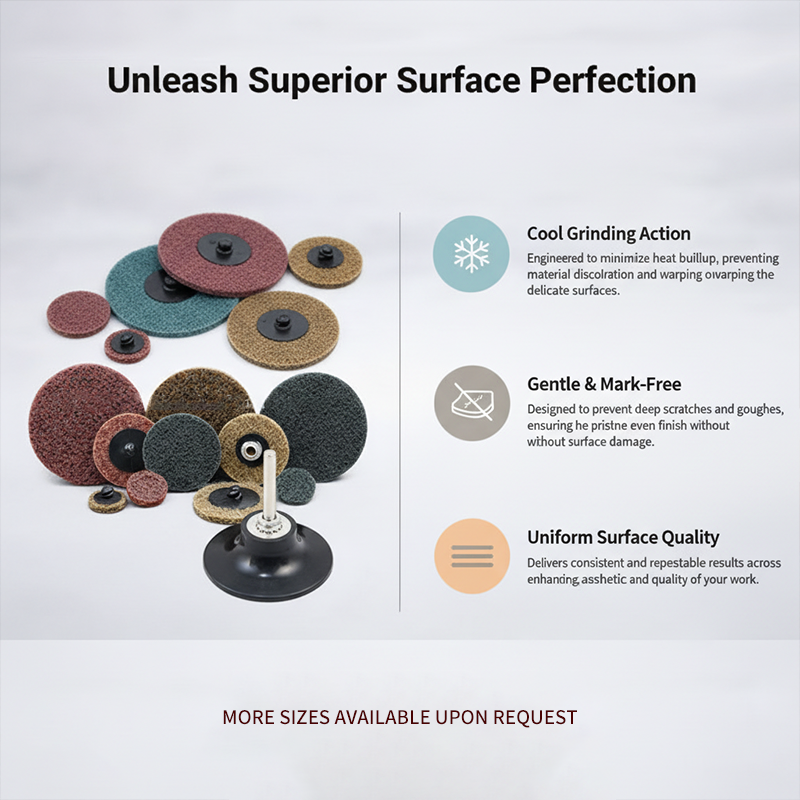
Nonwoven sanding discs are positioned as machine-use surface conditioning discs for cleaning, light oxide removal, blending, and scratch unification—optimized for low heat, low gouging risk, and consistent texture.
They typically sit after stock removal and before polishing/coating, converting surfaces from uneven weld/scratch conditions into a controlled, uniform texture—critical for cosmetic finishing and stable downstream processes.
————————————————————————————————————————————————————————————————————————————————————
|
Item |
Specification |
| Product Type |
Non-woven Abrasive Discs |
|
Material |
Non-woven fiber web + High-performance abrasive system |
| Diameter |
3″ / 4″ / 5″ / 6″ (75 / 100 / 125 / 150 mm) – Custom sizes available |
|
Attachment |
Hook & Loop / PSA (Pressure Sensitive Adhesive) optional |
| Hole Pattern |
Multi-hole or No-hole (Fully customizable) |
|
Grades |
Coarse / Medium / Fine / Very Fine |
| Abrasive Grain |
Aluminum Oxide (AO) / Silicon Carbide (SC), etc. |
|
Max RPM |
Compliant with industry safety standards (Per disc size) |
————————————————————————————————————————————————————————————————————————————————————
|
Comparison |
Nonwoven Discs | Sponge Discs | Mesh Discs |
| Primary intent | blending/cleaning | contour finishing |
dust extraction/anti-loading |
|
Texture consistency |
★★★★★ | ★★★★★ | ★★★★ |
| Conformity | ★★★★ | ★★★★★ |
★★★★ |
|
Anti-loading |
★★★★ | ★★★ | ★★★★★ |
| Removal rate | Low–Medium | Medium |
Medium–High (abrasive-dependent) |
|
Heat impact |
Low | Low–Medium |
Medium (process-dependent) |
————————————————————————————————————————————————————————————————————————————————————
The processing logic is reducing surface variability:
————————————————————————————————————————————————————————————————————————————————————
Too coarse leaves visible texture; too fine reduces productivity—grade must match the finish target
————————————————————————————————————————————————————————————————————————————————————
————————————————————————————————————————————————————————————————————————————————————
————————————————————————————————————————————————————————————————————————————————————
Specified by grades/finish outcomes:
————————————————————————————————————————————————————————————————————————————————————
OEM/ODM supported:
Diameter and hole patterns (for dust extraction systems), nonwoven density/thickness, abrasive systems and grades, backing options (hook & loop/PSA/laminated backings), color coding and packaging, and process-stage kits—engineered for texture consistency, productivity, and durability.
————————————————————————————————————————————————————————————————————————————————————
Differentiation lies in output consistency:
Nonwoven density and grade stability drive texture uniformity; abrasive distribution and bonding stability define productivity and wear curve. We engineer for batch stability and can customize hole patterns/grades for dust systems and finish targets—reducing streak variation and rework.
————————————————————————————————————————————————————————————————————————————————————